Revolutionizing Legacy Testing Machines
Detailed Case Study
Introduction
The manufacturer turned to Softwise Mechatronics to modernize their entire product line, bringing it on par with the most advanced machines in the industry. We began by identifying the key issues in their current systems, benchmarking against competitors, and understanding the needs of their user base.
Identifying the Problems
We held extensive meetings with the client's team, from senior directors to assembly line technicians. We also engaged with the marketing department, after-sales support teams, and some of their trusted customers.
Challenges Faced by the Client
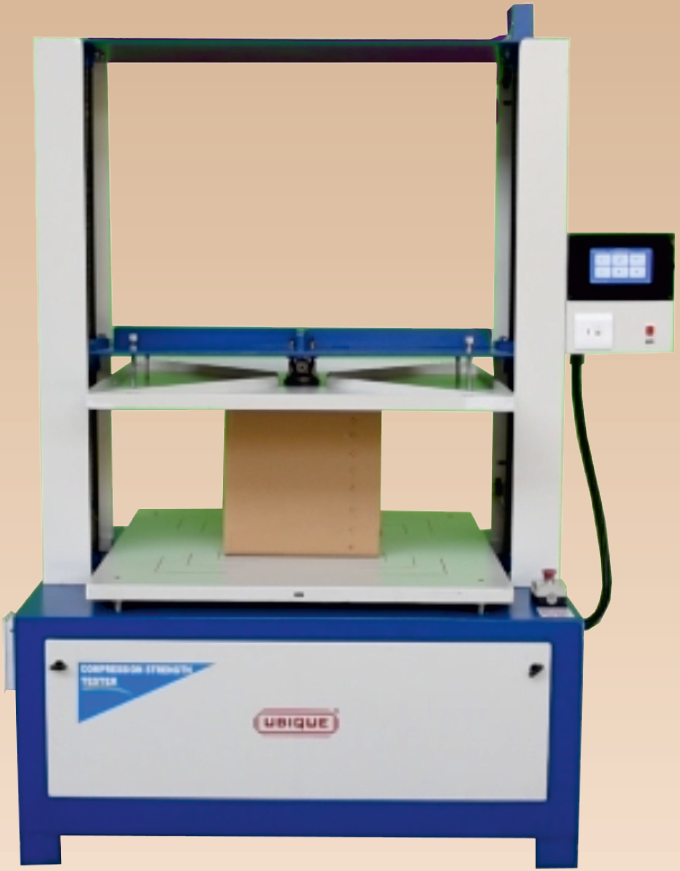
- Many of the existing machines were either purely mechanical or had minimal digital displays.
- The machines lacked features such as access control, real-time graph displays, and reporting capabilities. They were also unable to connect with Lab Management Systems (LMS) or ERPs.
- Compliance with US FDA 21 CFR Part 11 regulations was a key requirement, particularly for their pharmaceutical customers exporting to the US. Without this compliance, customers would be forced to switch to other suppliers.
- The machine portfolio had varied controllers and displays, resulting in increased inventory costs.
- Technical issues with the machines could only be diagnosed by sending personnel to the customer site, leading to delayed service.
Customer Pain Points
- While the machines were cutting-edge when first introduced, they had become outdated in both design and functionality.
- The absence of user access control, real-time operation graphs, and flexible reporting options was a major drawback. Most machines were only compatible with dot-matrix printers, limiting reporting options.
- Customers increasingly wanted their machines to integrate with LMS or ERP systems, which the current models could not support.
- The machines were typically operated by blue-collar technicians, while quality managers were responsible for test setup and data interpretation. In many cases, managers working remotely or from a different location had to travel to the facility to make even minor adjustments.
Our Solution
After thoroughly studying the entire product line, we discovered that all the machines operated on the same fundamental principle, with variations in inputs and outputs. Most machines utilized load cells or pressure sensors with strain gauges, along with additional inputs such as encoders, digital I/O, or safety interlocks. Based on this analysis, we developed the following strategy:
Unified Controller: We designed a common controller capable of handling all possible inputs and outputs, with extra provisions for future developments.
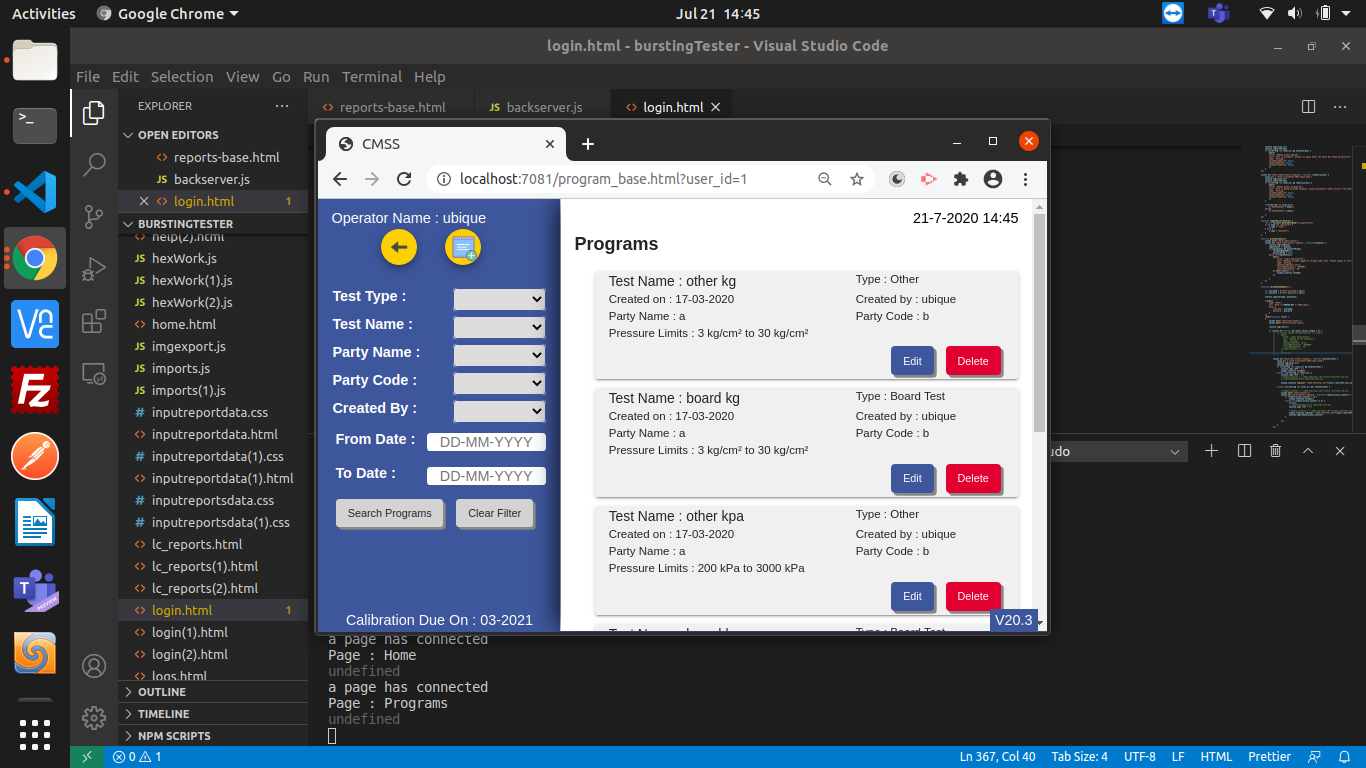
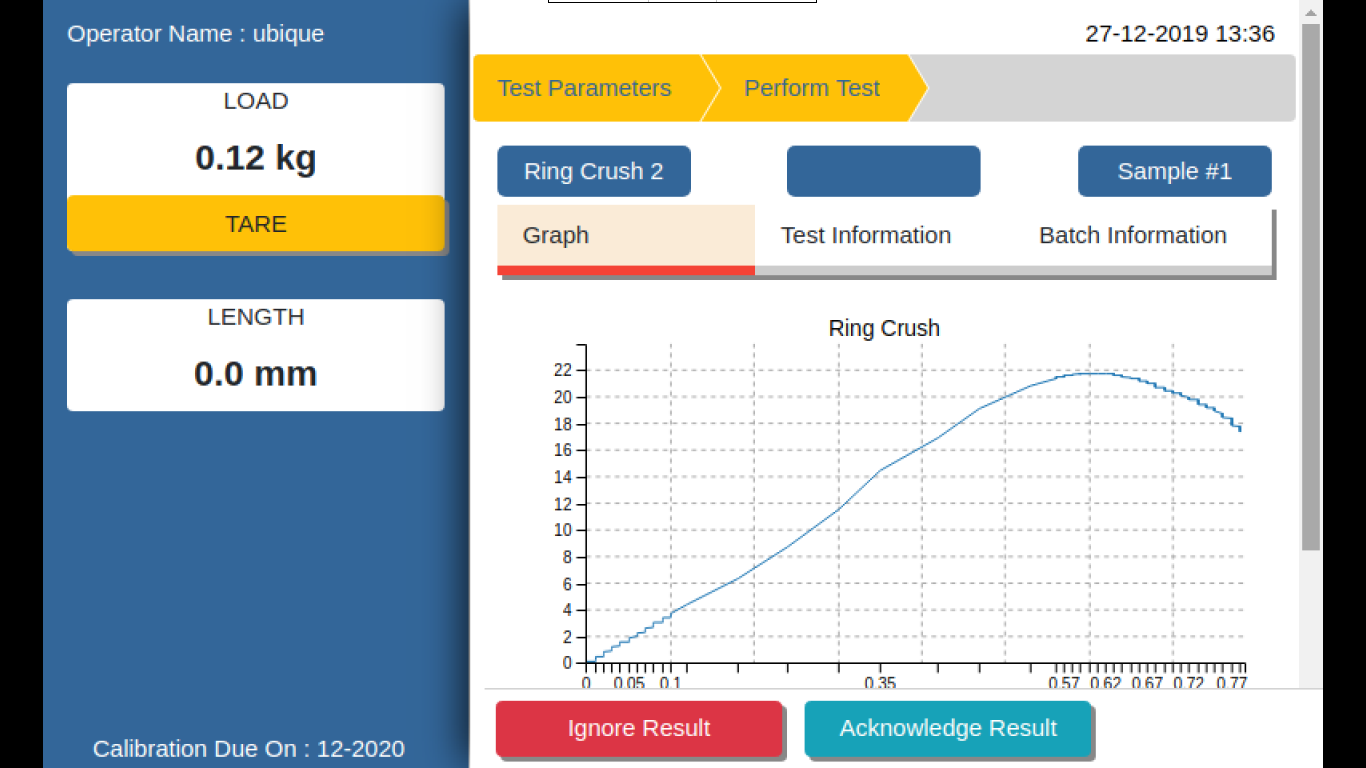
User Interface: The UI was built on a Linux-based SBC (Single Board Computer), providing features such as printer connectivity and integration with ERP or cloud systems. This design allowed us to use different screen sizes depending on the machine type while delivering a modern, user-friendly experience with real-time graphing and reporting capabilities.
Access Control: Specific access levels were created for Operators, Managers, System Administrators, and the Client as the OEM.
Remote Access for Setup and Review: A provision was made for users to log into the machine remotely within their company’s network to set up tests and review results, while actual machine operation was restricted to the local console.
Remote Diagnostics: We enabled remote access for the client’s service team, allowing them to diagnose issues before dispatching personnel to the site, minimizing downtime.
The Result
We successfully developed a machine controller based on the Texas Instruments MSP432 microcontroller, paired with an Analog Devices ADC. The user interface was deployed on a Linux SBC running in kiosk mode using Node.js. The final product boasted a sleek design, best-in-class data sampling rates, real-time graphs, and all the features defined at the start of the project. The system achieved a stable accuracy of more than 0.01% of the machine’s capacity.
These upgraded machines have been successfully installed at numerous pharmaceutical manufacturing plants, with many integrated into ERP or Lab Management Systems.
Other Case Studies
Advanced EGR Valve Control Module for Enginetech Systems Read TraceWiz: Advanced Traceability Management Solution Read Developing Indigenous CNC Controllers for EDM Machines ReadIndustries We Serve
Automotive Learn More Consumer Electronics Learn More Defense and Aerospace Learn More Energy and Utilities Learn More Industrial Products and Machine Tools Learn More Pharma Equipment and Manufacturing Learn MoreReady to Get Started?
Let's discuss how our services can elevate your engineering projects.
Contact Us Today